| 13803269815 |
| 13803269815 |

地址:保定市徐水区遂城镇大次良村西333省道路北
电话:13803269815 / 13832222573
联系人:王克利
邮箱:xingdaceo@163.com
网址:http://www.bdxygj.com
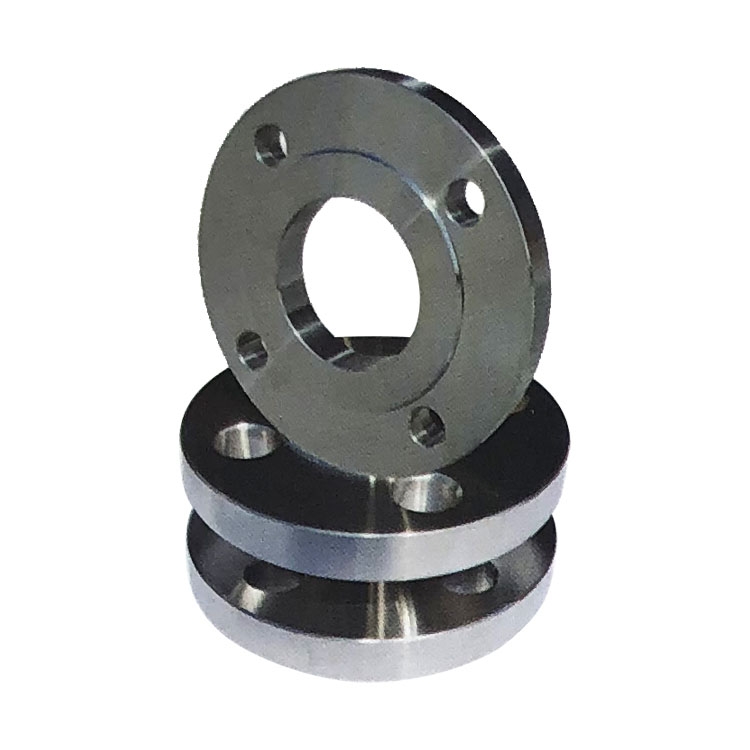
任何一种抛光剂的拋光作用随磨料粒度的大小而变化,也随黏合剂中使用的油脂类型和数量而改变。不锈钢法兰的抛光剂有些使用水溶性的黏合剂。黏合剂中所用的油脂一般是矿物油、动物油选择何种抛光剂,主要根据被抛金属的类型、初始表面状态、抛光设备的类型和表面的抛光要求而定。
被抛光工件的尺寸和也有用植物油脂的。外形设计也影响抛光剂的选择,特别是工件的尺寸和外形直接决定了生产线上的抛光速度。粗抛操作要求抛光轮的布层和褶皱多些。越冋轮子中心靠近,皱褶越多,这样当拋光轮磨损或表面速度降低时,仍能保持良好的抛光能力。
将布轮缝后使用可提高抛光效率,容易留住拋光剂,増加轮子的刚性和抛磨性,还能延长轮子磨损报废的时间。一般缝线12圈/dm2,精抛轮缝线10~圈/dm2,工件在棘面上抛光,使拋光时缝线不会被磨掉。棘面轮常装在设计有合适抛光轴的自动设备上,空气卷至轴下再经轮缘排出,使被抛工件和抛轮得到冷却,延长了抛光轮的使用寿命。

棘面抛光轮往往用黏合剂粘上磨料,减少工件的抛光成本。这种抛光轮·般工作起来比较千净、寿命更长;増加金属的磨抛量;使用很少的拋光剂;而且磨速快,磨抛后工件表面粗糙度低;同时也减少抛光压力和抛光时间。
在法兰盘材料已经确定的前提下,如何提高其使用寿命以满足以上技术要求,是热处理工艺需解决的问题,一般为提高和满足法兰盘性能要求,热处理的工艺方法有渗碳、表面淬火等方法。采用的法兰盘材料为渗碳钢,渗碳层在1.4〜1.8mm,淬火后表面硬度在58〜63HRC,进行低温回火和失效处理,确保内部残余奥氏体转变为马氏体。
表面具有高的硬度和一定的硬化层,满足了耐磨和高的疲劳强度的要求,提高了使用寿命。例如法兰盘即是采用该工艺进行的。法兰盘对轴径进行表面淬火,硬度在59HRC以上,其他拆卸部分硬度在50〜55HRC。例如法兰盘多采用表面淬火来提高其耐磨性的。
保定鑫钰管件有限公司
13803269815 / 13832222573